備工程有限公司")
藥企GMP管道(衛(wèi)生級不銹鋼)施工方案
- 2021-03-05 11:22:00
- sunmiao 原創(chuàng)
- 8279
GMP是一套適用于制藥、食品等行業(yè)的強制性標(biāo)準,GMP要求制藥、食品等生產(chǎn)企業(yè)應(yīng)具備良好的生產(chǎn)設(shè)備,合理的生產(chǎn)過程,完善的質(zhì)量管理和嚴格的檢測系統(tǒng),確保最終產(chǎn)品質(zhì)量(包括食品安全衛(wèi)生)符合法規(guī)要求。
潔凈管道是構(gòu)成醫(yī)藥生產(chǎn)工藝的重要組成部分,是醫(yī)藥生產(chǎn)過程中各種介質(zhì)進行傳輸?shù)闹匾浇椤V扑幮袠I(yè)的管道系統(tǒng)主要用于工藝用水、氣、無菌潔凈物料的輸送,可粗略地分為原料藥管道和制劑管道兩種性質(zhì)管道,醫(yī)藥制劑領(lǐng)域相對于原料藥領(lǐng)域,所要輸送的介質(zhì)相對比較常見,主要集中在物料管道、軟化水、純化水、注射用水、純蒸汽、工藝壓縮空氣系統(tǒng)管道等。GMP認證及藥品生產(chǎn)工藝上都對這部分有著極為嚴格的要求,都要求為其提供無污染、耐腐蝕、內(nèi)壁光潔等良好的介質(zhì)輸送環(huán)境。這就要施工方必須為其提供符合制藥行業(yè)特殊要求的合格產(chǎn)品。

1、施工程序
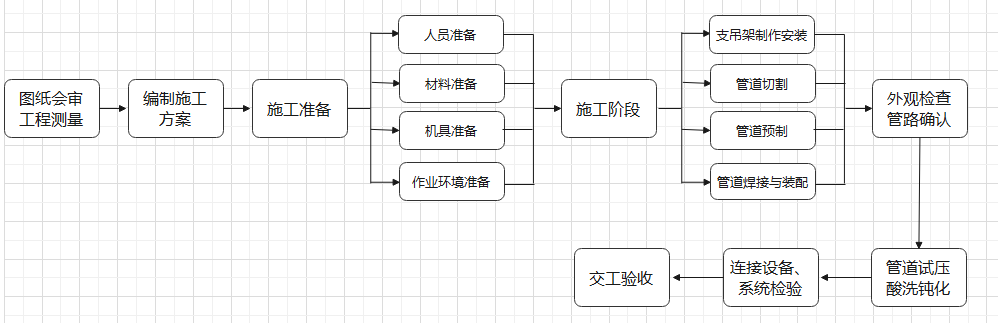
2.1施工準備
2.1.1人員準備方面
要預(yù)先對具有資質(zhì)的施工人員進行施工培訓(xùn),明確工程情況、施工技術(shù)要求和相關(guān)施工規(guī)范,特別是衛(wèi)生級配管方面的清潔和GMP的相關(guān)要求和規(guī)定,完成技術(shù)交底,雙方確認簽字后保存交底記錄。
2.1.2材料準備方面
對于潔凈管道的材質(zhì),GMP對此有著嚴格的要求,管道內(nèi)的藥品與管道材料不能發(fā)生任何化學(xué)反應(yīng)。目前能很好滿足此要求,應(yīng)用廣泛的是奧氏體不銹鋼,常見的品種有316L(00Crl7Nil4Mo2)、316(0Crl7Ni12Mo2)、 304L(00CrI9Nil1)、304(0Crl9Ni9)。但此類不銹鋼在某些介質(zhì)情況下使用,會產(chǎn)生晶間腐蝕和點蝕等類型的腐蝕,特別是在含氯離子中尤會產(chǎn)生腐蝕,因此通常選用超低碳或低碳的316L或304L,316L由于鉬成分增加,使其更具抗腐蝕性,因這種材質(zhì)是最適合制藥潔凈管道的一種材質(zhì),也是FDA極力推薦使用的管材。
在選購管道時,要注意外徑與壁厚要滿足設(shè)計中要求衛(wèi)生級不銹鋼管執(zhí)行的標(biāo)準。衛(wèi)生配管材料進入現(xiàn)場需有材料質(zhì)量臺格證書,并應(yīng)提供妥善的保管場所。在保管中,應(yīng)分品種、材質(zhì)、規(guī)格分門保管。管子、閥門、管件、特殊部件置于木制貨架上,若置于地面上,地面應(yīng)鋪設(shè)無塵的橡膠板或紙板。同時,材料保管范圍內(nèi),不得帶入碳鋼材料,并應(yīng)保持清潔。
2.1.3機具準備方面
施工機械、工具在使用前需進行檢查,并徹底清洗,面不得有油污和其他臟物。同時,待用材料非到用時不得拆封和去除標(biāo)識。特別注意的是,焊接氣和保護氣的純度滿足最小純度為99.999%以上,如果氣源達不到要求,要進行二次過濾。
2.1.4作業(yè)環(huán)境準備方面
施工場地應(yīng)徹底清掃干凈,并鋪設(shè)無塵的橡膠板或紙板。在作業(yè)期間每日應(yīng)清理廢舊料并用吸塵機或濕凈拖畚清潔1 ~ 2次;在進行衛(wèi)生級配管作業(yè)時不得進行非不銹鋼作業(yè),同時嚴禁將碳鋼材料和附有油脂類的工具帶入現(xiàn)場。進入現(xiàn)場,必須穿戴清潔工作服、膠鞋和軟質(zhì)帽子。
2.2領(lǐng)料
1) 所有鋼管在安裝前應(yīng)逐根進行外觀檢查,復(fù)核其外徑、壁厚,并核對標(biāo)記所示的材質(zhì)是否符合施工圖的要求;
2) 對有重皮、裂紋的鋼管不得使用;
3) 所有管件應(yīng)逐件進行外觀檢查,復(fù)核其尺寸、材質(zhì),結(jié)果應(yīng)符合相應(yīng)技術(shù)條件及施工圖的要求;
4) 對法蘭密封面及密封墊片進行外觀檢查,不得有影響密封性能的缺陷存在,不銹鋼法蘭用非金屬墊片時墊片材料的氯離子含量不得超過50ppm。
2.3管道、管件清洗
管道清洗分為:安裝前管道清洗;安裝后與設(shè)備連接前清洗。
1) 用不銹鋼鋼絲捆上蘸有丙酮或酒精的白紗布反復(fù)擦拭管內(nèi)壁,直到滿足下表規(guī)定的檢查方法和準則。
管道、管件及系統(tǒng)清潔度檢驗準則及檢驗方法

注:A級清度:用去高子水沖洗時,在清洗水排出端安裝能過濾掉50um以上雜質(zhì)的不銹鋼濾網(wǎng),沖洗5~10分鐘,目視濾網(wǎng)上或紗布上無異物。
1) 管件應(yīng)放到盛有溶劑的密團容器中漫袍20min,取出進行干燥,直到無氣味為止。
2) 清洗完畢后的管子、管件用無油壓縮空氣或氮氣吹干,并將兩端口封堵,以防音子、管件再度污染。
2.4下料、切割
管道切割過程中,衛(wèi)生管切割需用專用的不銹鋼輪式切割機或使用專用的軌道切割機進行,切割機在使用前必須徹底清洗表面油膩和灰塵,割刀專用;嚴格根據(jù)圖紙的指示,切割下料尺寸;切割時管內(nèi)填塞無毛白布,白布上栓白線繩,線繩必須露出管外10cm以上,防止切屑進入管內(nèi),切割后取出白布切割后管口毛刺用銼刀去除,銼刀專用;切割面用潔凈無毛白布蘸酒精擦拭;切割面應(yīng)平整,并與管中心線垂直,適合自動氬弧焊機進行型坡口和無間隙焊接的需要。
2.5管道預(yù)制、組裝及焊縫檢驗
2.5.1管道預(yù)制
管道預(yù)制過程中,為保持預(yù)制件的潔凈度,管段預(yù)制應(yīng)在預(yù)制潔凈室內(nèi)進行;嚴格依照設(shè)計指示的分段進行預(yù)制段的組裝,封閉段的制作,待各預(yù)制管段安裝并經(jīng)測后再進行組裝;預(yù)制段管端應(yīng)用塑料帽堵封嚴密,并用發(fā)泡塑料薄膜包裝;按照圖紙核對預(yù)制段編號,編號寫于貼在預(yù)制段的不干膠紙上,再用透明膠帶固定。
2.5.2管道焊接
潔凈管道安裝過程中,常用的有手工氬弧焊和全位置焊兩種。這兩種焊接在使用上應(yīng)根據(jù)潔凈管道使用的重要性、焊接成形、工程經(jīng)濟性等方面考慮來選擇。一般對注射水、純蒸汽以及與藥品及其生產(chǎn)組成成分等物料直接接觸或與藥品包裝材料直接接觸的重要潔凈管道都必須采用自動氬弧焊(即全位置焊)進行焊接,因其具有焊接穩(wěn)定性好以及更好的焊縫成形美觀光潔等特點。對藥用原水、排水管道等可采用手工氬弧焊。采用手工氬弧焊時,應(yīng)采用快速冷卻,低電流,以防焊接接頭過熱,焊后快速冷卻。
衛(wèi)生級管道采用直流電源的正極性焊接是最理想的,同時氬弧焊的焊接電壓一般控制在10~20V;在焊接過程中,要通過試焊來調(diào)整焊機參數(shù),在試焊的焊樣滿足要求的前提下進行征式焊接;一組焊接結(jié)束后,仍要做焊樣,施工結(jié)束的焊樣要和施工開始時的焊樣保持同等焊接效果,則可以認為本次焊接滿足要求。否則,要對本次的所有焊口進行檢查確認,直至滿足效果為止。每焊完一個焊口,應(yīng)用細不銹鋼絲刷(φ0.25mm不銹鋼絲,刷絲整體高度15mm )趁熱時清除表面痕跡。焊口焊接完成,經(jīng)相關(guān)人員檢驗合格,需在焊口處刻蝕或貼標(biāo)簽;標(biāo)簽編碼。焊接用的鎢棒規(guī)格應(yīng)與焊頭、管子外徑相匹配,鎢棒起弧端與管外壁間距離應(yīng)在0.75mm~ 1.75mm范圍內(nèi)。焊前應(yīng)用氬氣徹底吹除,調(diào)整到焊接通氬氣量后,在施焊過程中要始終保持氬氣流通。管段焊接完成后,立即加蓋密封管帽。

2.5.3焊縫檢驗
a. 外觀檢查
焊縫應(yīng)在焊完后立即去除渣皮、飛濺物,將焊縫表面清理干凈,然后進行焊縫外觀檢查,管子與管子(含彎頭)的對接焊縫余高小于3mm。
b. 無損檢驗
處于補水泵出口端的管道焊纏進行50%的射線探傷,按照AME-II ND 驗收合格。其余管道焊縫全部表面著色檢查,不得有裂紋、氣孔、弧坑和夾渣等缺陷,并不得保留有熔渣與飛濺物。
2.5.4焊縫返修
a. 當(dāng)發(fā)現(xiàn)產(chǎn)品焊縫有不允許的缺陷時,應(yīng)分析其產(chǎn)生的原因,提出改進措施,然后進行補焊。
b. 當(dāng)焊縫同一部位返修兩次時,應(yīng)制定返修措施并經(jīng)焊接責(zé)任工程師審批后方可進行返修。
c. 返修部位及范圍由質(zhì)檢人員確定,采取機械或修磨方法把缺陷清除干凈,必要時可采用表面檢驗確認。
2. 6支吊架制作、安裝
2.6.1支架制作
按照支架詳圖進行制作、組裝。
2.6.2支吊架防腐
采用環(huán)氧防銹漆進行防腐:兩道底漆,一道面漆。顏色符合業(yè)主要求。
2.6.3支吊架安裝
a. 管道安裝時,應(yīng)及時進行支吊架的固定和調(diào)整工作,支吊架位置應(yīng)正確,偏差不大于±75mm,安裝應(yīng)平整牢固,與管子接觸應(yīng)良好。
b. 無熱位移的管道,其吊桿應(yīng)垂直安裝,有熱位移的管道,吊桿應(yīng)在位移方向,在位移值的1/2外傾斜安裝。兩根熱位移方向相反或位移值不等的管道除設(shè)計有規(guī)定外不得使用同一吊桿。
c. 支吊架的焊接應(yīng)由合格焊工施焊,并不得有漏焊、欠焊或焊接裂紋等缺陷。管道與支架焊接時,管子不得有咬邊、燒穿等現(xiàn)象。
d. 管道安裝完畢后,應(yīng)按設(shè)計要求逐個核對支吊架的形式和位置。
2. 7管道及附件安裝
2.7.1管道安裝
a. 管道坡度應(yīng)符合設(shè)計圖紙要求;
b. 管道的坡度可用支座下的金屬墊板來調(diào)整,吊架用吊桿螺栓來調(diào)整,墊板應(yīng)與預(yù)埋件或鋼結(jié)構(gòu)進行焊接。
c. 閥門、法蘭及其它連接件的設(shè)置和焊接位置應(yīng)便于檢修和在役檢查。
d. 法蘭連接應(yīng)與管道同心,并應(yīng)保證螺栓自由穿入。法蘭螺栓孔應(yīng)跨中安裝。法蘭間應(yīng)保持平行,其傾斜度不大于0.5mm。不得用強緊螺栓的方法消除偏斜。
e. 法蘭連接應(yīng)使用同一規(guī)格螺栓,安裝方向應(yīng)一致。螺栓緊固后應(yīng)與法蘭緊貼,不得有楔縫。其螺栓孔中心偏差不大于孔徑的5%,并保證法蘭螺栓自由穿入,螺栓和螺母應(yīng)涂二硫化鉬。需加墊圈時,每個螺栓不應(yīng)超過一個。緊固后的螺栓與螺母宜齊平。
f. 管子對口時應(yīng)檢查平直度,在距接口中心200mm處測量,允許偏差1mm/m,但全長最大允許偏差不超過10mm。
g. 管子對口后應(yīng)墊置牢固,避免焊接過程中產(chǎn)生變形,管道連接時,不得用強力對口、加熱管子、加扁墊片或多層墊等方法來消除接口端面的間隙、偏差、錯口或不同心等缺陷。
h. 管道焊縫位置應(yīng)符合下列要求:
I.直管段兩環(huán)縫間距不得小于100mm (DN<150); 或不小于200mm (DN≥150);
II.環(huán)焊縫距支 吊架凈距不小于50mm;
II.在管道焊縫上不得開孔。管道上所開孔的邊緣離焊縫不得小于100mm。
i. 管道上儀表接點的開孔和焊接宜在管道安裝之前進行。
j. 管道安裝工作如有中斷,則間斷期間應(yīng)封閉敞開的管口。
k. 不銹鋼管道安裝時,不得用碳鋼工具直接敲擊。
l. 不銹鋼管道及碳鋼支吊架之間應(yīng)墊入δ=3mm的石棉橡膠墊,厚度>0.5mm,以防止不銹鋼管與碳鋼直接接觸。
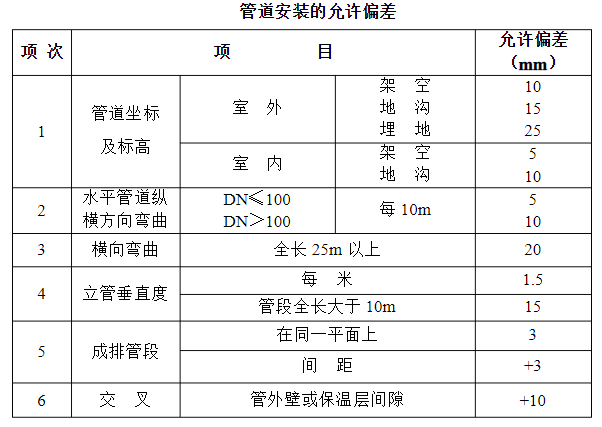
2.7.2管道安裝的允許偏差符合下表的規(guī)定:
2.7.3閥門安裝
a. 閥門必須試驗合格后方可安裝。
b. 閥門安裝前應(yīng)仔細閱讀產(chǎn)品說明書,了解安裝技術(shù)要求及安裝注意事項。
c. 閥門安裝前應(yīng)校對閥門型號,并根據(jù)介質(zhì)流向確定其安裝方向。
d. 閥門的安裝應(yīng)便于操作檢查和維修,水平管道上的閥門,其閥桿一般應(yīng)安裝在上半圓范圍內(nèi)。
2.8系統(tǒng)壓力試驗
2.8.1系統(tǒng)壓力試驗先決條件
a. 管道系統(tǒng)已安裝完畢;
b. 管道系統(tǒng)熱處理及無損檢驗已全部合格;
c. 管道系統(tǒng)支吊架已安裝并與管道固定完畢;
d. 不允許參與試驗的設(shè)備、部件已隔離完畢;
e. 參與試驗的設(shè)備、儀表已校驗合格;
2.8.2水壓試驗
a. 回路系統(tǒng)安裝完成后,將打壓泵和回路連接進行水壓試驗,水壓試驗壓力1. 5MPa,水壓試驗用水為去離子水。
b. 水壓試驗充水時,高點應(yīng)充分排氣,試驗時應(yīng)緩慢升壓至1. 5MPa,穩(wěn)壓10分鐘,確認無泄漏后降至1. 0MPa,保壓30分鐘,進行全面檢查,焊縫表面不許有冒汗、滲漏現(xiàn)象,閥門和泵與管道的密封處不得有泄漏現(xiàn)象。
c. 水壓試驗過程中,如有泄漏等,不得帶壓操作,應(yīng)緩慢卸壓后修理,并重新試壓。
d. 水壓試驗完成并卸壓后,點動離心泵檢查泵的轉(zhuǎn)向是否正確。
2.9脫脂、酸洗、鈍化
為保證潔凈管道系統(tǒng)內(nèi)表面的潔凈程度,使所輸送的潔凈介質(zhì)不與管道內(nèi)表面的金屬離子發(fā)生化學(xué)反應(yīng),不污染介質(zhì),以保證產(chǎn)品質(zhì)量,必須對管道內(nèi)表面進行脫脂、酸洗、鈍化處理,具體流程如下圖所示。

準備工作過程中,首先應(yīng)整理設(shè)計圖紙、施工記錄,畫出管道竣工圖,包括各使用點的位置、閥門的布置、管徑及長度等;再根據(jù)潔凈管道的管徑和長度計算出管道的總?cè)莘eV1 ,配備一個容積V2=1.5 V1的配液槽和一個容積V3=2V2的酸堿中和罐(用來中和管道脫脂、酸洗、鈍化所排出的污水) ;最后根據(jù)配液槽的容積、裝料系數(shù)及所配酸堿液的濃度計算并準備好足夠使用量的酸堿;確保管路與配液槽、循環(huán)水泵構(gòu)成循環(huán)系統(tǒng)。
純化水預(yù)沖洗時,先循環(huán)沖洗15 ~ 30min ,然后-邊排水一-邊加入純化水,直至排出的水清潔,無可見異物,循環(huán)系統(tǒng)中最好能裝流量計。
脫脂時,往配液槽中加入NaOH,配成3%的NaOH溶液,循環(huán)2h后,通過中和罐中和處理后排放。然后立刻進行水沖洗,循環(huán)10min后,邊進水邊排水,待出水為中性時停止。
酸洗時,往配液槽中加入48% HNO3和99%HF,配成20%的HNO3溶液和3%的HF溶液,循環(huán)1.5h后,通過中和罐中和后排放。然后立刻進行水沖洗,循環(huán)10min后,邊進水邊排水,待出水為中性時停止。
鈍化時,往配液槽中加入48%HNO3,配成20%的HNO3溶液,循環(huán)2h后,通過中和罐中和后排放。然后立刻進行水沖洗,循環(huán)10 min后,邊進水邊排水,待出水的電阻率與進水一致時,再循環(huán)沖洗15min。最后將管路全部排空,關(guān)閉各閥門]將系統(tǒng)恢復(fù)到正常狀態(tài)。
酸洗鈍化結(jié)束后,進行效果檢驗,將配制好的赤血鹽硝酸溶液涂在內(nèi)表面上,觀察色情況,5~ 10s變色為不合格, 10~ 20s變色為合格,如20s以上才變色表明酸洗鈍化效果優(yōu)良。
2.10管道與設(shè)備連接
管道與設(shè)備連接前,管道系統(tǒng)必須經(jīng)、業(yè)主檢驗合格后,方可允許拆封設(shè)備接口進行連接。
2.11.1法蘭連接
a. 管道與動設(shè)備連接前,應(yīng)在自由狀態(tài)下檢查法蘭的平行度和同軸度,允許偏差應(yīng)符合下表的規(guī)定。
法蘭平行度和同軸度允許偏差:

a. 管道系統(tǒng)與動設(shè)備最終連接時,應(yīng)在聯(lián)軸節(jié)上架設(shè)百分表監(jiān)視設(shè)備的位移。
b. 管道經(jīng)試壓、吹掃合格后,應(yīng)對該管道與設(shè)備的接口進行復(fù)位檢驗,其偏差值應(yīng)符合上表的規(guī)定。
2.11.2焊接連接
a. 連接設(shè)備的管道,其固定焊口應(yīng)遠離設(shè)備。
b. 在無法滿足a項時,可采用預(yù)留自由管段的方法最終連接。
c. 當(dāng)管子口徑較大,且焊接變形量較大時,可預(yù)先做試驗得到變形的具體數(shù)值,以調(diào)節(jié)管道對口間隙。
2.12清理現(xiàn)場
a. 施工現(xiàn)場應(yīng)做到材料堆放整齊、分類堆放,并不應(yīng)堆放在人員經(jīng)常出入的過道,不得妨礙其他相關(guān)專業(yè)人員的施工;
b. 盡可能不在現(xiàn)場堆放超過3天施工所需的材料及管配件;
c. 每天工作結(jié)束,應(yīng)將工機具收拾妥當(dāng);廢料應(yīng)及時收集到指定地點,
d. 施工結(jié)束,及時對施工過程中產(chǎn)生臨時支架的措施予以拆除,對成品進行保護。
5.施工設(shè)備及機具計劃
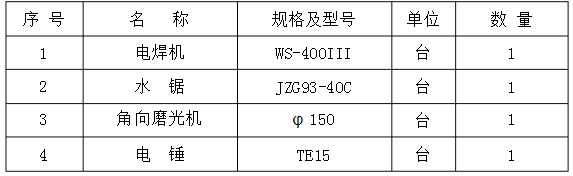
5.1施工設(shè)備
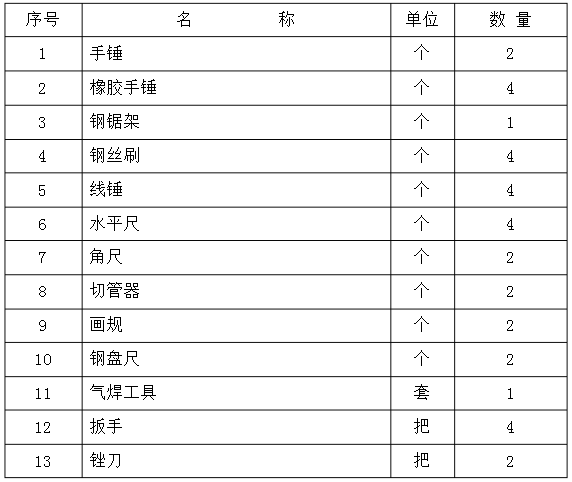
5.2施工機具
6.施工進度安排
按照施工組織設(shè)計要求進行進度控制。
7.施工勞動力計劃
略
8.質(zhì)量標(biāo)準
8.1外觀檢測
8.1.1管道安裝尺寸允許偏差
詳見4.3.8.2
8.1.2焊縫檢查
根據(jù)技術(shù)要求對焊縫進行外觀及無損檢測。
8.1.3管道清潔度檢查
a. 檢查管道系統(tǒng)組件(管子、管件等)清潔度;
b. 檢查管道預(yù)制、安裝工序中的清潔度控制:對口時、焊接前等;
c. 檢查管道預(yù)制組件管口封閉情況;
d. 檢查已安裝完成管道系統(tǒng)敞口封閉情祝及管道系統(tǒng)表面清潔度;
e. 檢查并確認管道系統(tǒng)清潔度。
8.1.4支吊架檢查
a. 支吊架的制作應(yīng)符合施工圖紙的尺寸要求;
b. 支吊架的安裝位置應(yīng)符合施工圖紙的要求,偏差不大于土75mm;
c. 支吊架的管部和根部應(yīng)接觸良好;
d. 不銹鋼管道應(yīng)設(shè)有不銹鋼保護皮。
8.2檢驗記錄
——閥門試驗記錄
——管道系 統(tǒng)壓力試驗記錄
——管道系統(tǒng)吹掃及清洗記錄
9.安全技術(shù)措施
9.1一般規(guī)則
所有從事施工安


競演_副本")
| 聯(lián)系人: | 張小姐 |
|---|---|
| 電話: | 0731-84010225 |
| 傳真: | 0731-84011784 |
| Email: | hnsonz@sina.cn |
| 網(wǎng)址: | http://www.mcufhb.com |
| 地址: | 長沙縣泉塘街道新長海廣場寫字樓A座2501室 |

掃碼關(guān)注“星澤機電”微信公眾號
搜索微信公眾號“星澤機電”
或微信號“sonz168”也可關(guān)注
